Background
Open up any of the key electronic components that we take for granted during our business and private lives, from mobile phones, Blackberrys to PCS, cars and calculators, and you will find a printed circuit board (PCB). The PCB is the board with all the electrical connections and tracks; the transistors, processors and other electronic components are all added at a later stage; imagine the PCB as a railway network and all the attachments as the stations, signalling and trains.
Because of their ubiquity, there is a major and highly competitive market nationally and worldwide for PCB manufacture. There are at least 97 manufacturers in the UK, the US has more than 3800 and there are 300 plus large multimillion PCB international businesses in a market expected to grow from $50bn in 2007 to $76bn in 2012. As with any manufacturing sector, Asia is becoming a major powerhouse in PCB manufacturing with a concomitant price pressure and a decline in US and European manufacturing. Surviving and even growing as a PCB manufacturer in the UK is therefore by no means a mean feat.
Looking at the actual methodology, it comes as a surprise to find that the concept of a printed circuit board was already apparent to Edison when he responded to the Sprague Electrical Company request on how to "draw" conductive traces on paper. Early methods were "additive", in that they suggested different ways of adding a circuit to a substrate. In 1913, Arthur Berry filed for a patent for etching away metal covered in a pattern of resistant material to leave defined tracts, forming the basis for so called "subtractive" methods. These evolved, invention by invention, until by the end of World War II in the UK, the founding father of modern PCBs, Paul Eisler, was electrodepositing copper foil on planar substrates and etching it away with ferric chloride to leave circuits .
By 1948, the US had released the technology for general application and the technology has expanded from there. Nowadays, PCB manufacturers can purchase boards with a surface bonded copper sheet layer, itself covered in a photoresist layer, ready for PCB production.
Initially all added components were fixed to PCBs by wires going through the board (Through-hole mounting), a method still used for larger components; with the 1960s came the surface mounting with soldering (Surface mount).
Even with innovations, this is a well established technology, with an apparently straightforward manufacturing process, that lends itself to mass production of low cost units. So how can a UK PCB company remain competitive?
Cue my visit to Anglia Circuits Limited, camera in hand, with a brief to photograph staff, to capture the key stages in the PCB work-flow at the company and to photograph examples from the wide range of PCBs produced to date.
The visit
After a warm welcome by Matthew Kember, Owner/Manager of Anglia Circuits Limited, and an introduction to the other team members, the staff photos came first. Whilst most people do not like their photos being taken, I was treated courteously and gained an impression of a friendly, positive, dedicated team and a well run company from the conversations I had. This impression was reinforced as I toured the company to photograph the key stages in PCB manufacturing at Anglia Circuits Limited and met more staff on the shop floor.
Factor 1. Targeting a niche market
Anglia Circuits Limited specialises in short production runs of tens to hundreds of PCB made to order for a clients specialist requirements. This distinguishes them on the one hand from the other specialists who make unique one off PCBs, which are used in prototype testing or R&D, and from the mass market that produces thousands to millions of a particular PCB design. This targeting of a niche market for short production run PCBs is the first factor contributing to the company's success.
Factor 2. Setting high quality standards
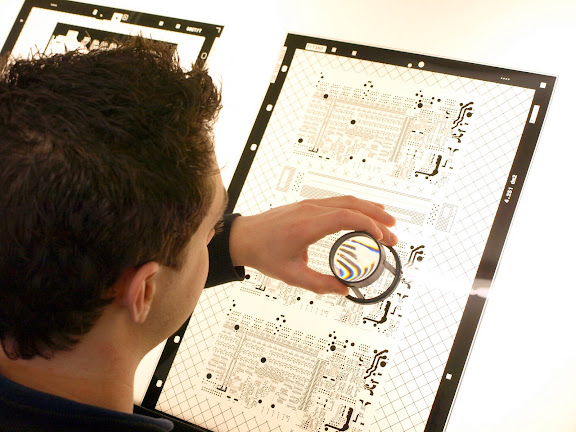
Quality control was a consistent theme when I began my photographic tour of Anglia Circuits Limited, (reproduced in a truncated version as a photo album at http://picasaweb.google.com/miltoncontact/PCBManufacturingAtAngliaCircuits to complement this article and as thumbnail links in this document). A very simplified description of the PCB production nevertheless gives a good impression of the checks at every stage.
Circuit plans arrive from clients and are screened by resident expert before being printed as acetate masks (slide 02) for the photo-lithographic etching process. A completed PCB may consist of up to 14 separate layers of circuits fused in a completed board; each layer requires its own design. The acetates are then visually inspected (slide 03) before being passed on for alignment and mounting on the PCB/Copper/Photoresist blank board (slide 04). Once exposed, (slide 05), the unmasked resist is removed, exposing bare copper (slide 06) which is etched away to leave the remaining tracks under their layer of protective tin resist (slide 07). The tin layer is itself removed, revealing the copper circuits beneath (slide 08). At this point, each layer produced is checked by a sophisticated computer with image analysis software: Any highlighted potential defects are assessed by the human operator, who can remedy minor errors (slide 09).
The individual circuit layers are then accurately assembled by hand (slide 10) and heat bonded. The multi-layer PCB is precision drilled to permit through board mounting of future components (slide 11) and the holes themselves are carbon coated and plated to ensure electrical conduction where required between layers (slide 12). The drilled boards need to go through a final stage of photolithography to produce the surface circuits of the stack (repeat of slides 03 - 09).
The boards are sprayed with a protective coat that imparts the characteristic green (or any other) colour for a PCB (slide 13). Yet another photolithographic process is used to expose the solder points on the board (slide 14). These points are treated to impart the final silver or gold finish (slide 15).
The final stages are to print the text descriptions on the board (slides 16 and 17) and cut out the individual PCBs from the larger multi-unit panels (slide 18). The completed PCBs are then inspected manually for accuracy and surface defects (slide 19) before testing every individual circuit on each PCB using a state of the art EMMA flying probe (slide 20).
So you can see, even from this simplified description, that the continual quality control throughout manufacture ensures that the despatched product (slide 21) matches the client’s requirements by providing a high quality, tested and reliable PCBs.
Factor 3. Good relationship marketing
Matthew Kember told me that he'd asked clients what was important for them when considering Anglia Circuits Limited as a PCB supplier in a competitive market. He was surprised to hear that it was in part because the company was a family owned business established since 1968. (In fact, Anglia Circuits Limited claim to be the oldest, established PCB firm in the UK!) The company has acquired a reputation for quality, reliability and flexibility that ensured clients returned to provide more business. The positive atmosphere, ethos and practice existing within the organisation that I had noticed during my visit (and confirmed subsequently) had also been applied externally to foster good relations with clients.
The continued nurturing of clients and meeting their needs with a quality service has meant that 90% of the business derives from existing and established customers who return year after year.
Conclusion
By targeting a particular niche in the market for PCBs - low volume production, Anglia Circuits Limited is able to concentrate on the provision of a high quality controlled product to discerning clients who, through good relationship marketing, have formed a loyal client base providing 90% of the business. The result is that Anglia Circuits Limited was able to expand by 25% two years ago, acquire more state of the art equipment to complement and improve their existing production lines this year. They are considering another expansion phase in the near future; All this in a highly competitive and saturated World market.
You can contact Matthew Kember for more information about Anglia Circuits Limited and their PCB manufacturing on 01480 467770.
Author: Dr Chris Thomas, Director Milton Contact Limited
Creating effective communication in your team, your business or internationally, through interpersonal skills, text and images.
A PDF version of this document with 21 images is available at http://www.miltoncontact.com/news01/PCB-manufacturer.pdf